

以下是:泉州市晋江市圆管-接受定制的产品参数【万泽锦达】为客户提供多样化产品,包括鲤城圆管弯弧机用心制造、永春圆管弯弧机按需定制、惠安圆管弯弧机品质保证实力见证、安溪圆管弯弧机多家仓库发货、石狮圆管弯弧机实力工厂、金门圆管弯弧机选择我们选择放心、德化圆管弯弧机质量安心等,适配多元场景需求。圆管-接受定制,万泽锦达机械制造(泉州市晋江市分公司)专业从事圆管-接受定制,联系人:李金友万泽锦达,电话:【13835146197】、【13835146197】,以下是圆管-接受定制的详细页面。 福建省,泉州市,晋江市 晋江市历史悠久,唐开元六年(718年)置县,有1300多年历史,历来是泉州府首邑,也是闽南金三角的核心,与台湾一水之隔,素有“泉南佛国”、“海滨邹鲁“的美誉。中原文化、海洋文化、闽南文化、华侨文化、宗教文化等多元文化相互交融、相映成辉;科技综合实力进入全国百强行列,被定为全国4个科技进步示范区之一,被列为批新型城镇化综合试点地区,入选为第五届全国文明城市,当选中国工业百强县,境内有安平桥、草庵、海底古森林遗址、龙山寺等旅游景点。
我们精心制作的圆管-接受定制产品视频已经准备就绪,让您一睹产品的风采。无论您是初次接触还是再次了解,视频都将为您带来全新的视角和体验。以下是:泉州晋江圆管-接受定制的图文介绍
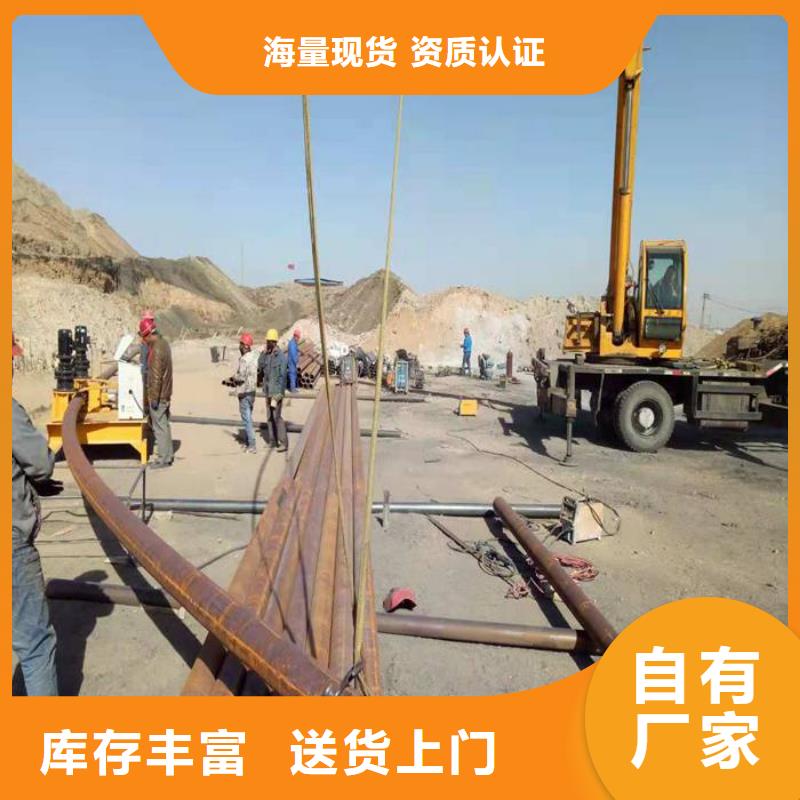
弯管机的用途和领域
1、机械工业用管。如机场钢结构管(无缝圆管、有缝焊接圆管)。
2、化学工业用管。如:石油裂化管,化工设备热交换器及管道用管、不锈耐酸管、化肥用高压管以及输送化工介质用管等。
3、煤矿扩建储煤棚,金矿储蓄厂棚等大型厂房建设。
圆管的弯曲半径
圆管弯曲半径的大小,决定了圆管在弯曲成形时所受阻力的大小。一般来说,管径大弯曲半径小,弯曲时容易出现内皱和打滑现象,弯曲质量很难,所以一般选用弯管模的R值为管子直径的2-3倍为好。
适用范围及特点:
对铁管、圆管、方管、扁管进行加工弯曲,主要用在电力施工、铁路、公路建设、桥梁、船舶家具装潢等方面的铺设和修造。具有功能多、结构合理、操作简单等优点。
冷弯型钢是指用钢板或带钢在常温状态下弯曲成的各种断面形状的成品钢材。 冷弯型钢是一种经济的截面轻型薄壁钢材,也称为钢制冷弯型材或冷弯型材。冷弯型钢是制作轻型钢结构的主要材料。它具有热轧所不能生产的各种薄、形状合理而复杂的截面。与热轧型钢相比较,在相同截面面积的情况下,回转半径可增大50~60%,截面惯性矩可增大0.5~3.0倍,因而能较合理地利用材料强度;与普通钢结构(即由传统的工字钢、槽钢、角钢和钢板制作的钢结构)相比较,可节约钢材30~50%左右。冷弯型钢的重要是:它是经济断面钢材,可以生产出各种复杂的断面,它主要是通过改变型钢断面形状来提高型钢强度的。
泉州晋江万泽锦达机械制造有限公司 圆管弯弧机产品自推出市场以来,其可靠的性能、人性化的设计、合理的价格、完善的售后服务为公司树立企业形象、开展业务奠定了良好的市场基础。吸引了众多客户青睐的目光, 圆管弯弧机得到了广大客户的一致认可。
圆管弯弧机操作流程
1.操作弯弧机前,先检查设备各部位及电气开关、液压系统、控制系统是否完好,并开空机试验。
2.弯弧机须人员操作,多人操作时需要互相配合,操作时思想要集中。
3.根据加工件工艺要求,认真控制加工程序。
4.圆管进入滚轮后注意人体压伤、割伤发生。严防手或衣物被绞入辊子内,禁止人站在工件上。
5.圆管落位后及机床开动过程中,进出料方向严禁站人。
6.调整弯曲弧度、焊接、切割圆管时,须停机。
7.使用行车配合弯管工作时,应有指挥人员,夹具选择要适当;应配合行车工、挂勾工,吊装时严格遵守起重工操作规程;弯管机运转时,行机不准改变吊物受力状况。
8.取出已弯成的圆管时,须停机并采取防止圆管坠落的措施。弯成的圆管成品应摆放整齐并垫放平稳,防止滚动伤人。
注意事项
1、设备摆放平稳,四轮受力均匀。
2、设备使用前,先检查传动箱侧面油标所显示的油位,如果油位低于油线时,须从箱体盖上向箱体内注润滑油,直到达到油线位置。
3、夏季注入40号机械油,冬季可注入20号机械油。正常使用半年后,换油一次,可保证设备正常运转和延长使用时间。
4、操作人员了解并掌握该设备的结构及工作原理和保养检查点。
大型圆管弯管机产品讲解
随着技术的不断发展,弯管机的形式日趋多样化,弯管性能也在大幅度地提高。微型计算机、单片机、可编程控制器、交流伺服系统以及新型液压元器件和液压技术的应用,使弯管机的功能更趋完善。而数控弯管机将是现代弯管生产的主要设备。
大型弯管机的几个技术热点:
1.管型规整化:设计和排管时要避免过大的圆弧、任意曲线、复合弯以及大于180°的圆弧。过大的圆弧不但使机械笨重,而且受弯管机机床尺寸的限制;任意曲线、复合弯设计造型很不合理,妨碍了机械化、自动化生产,使操作者不好摆脱笨重的体力劳动:大于180°的圆弧使弯管机无法卸模。
2.弯曲半径标准化:弯曲半径要尽量实现“一管一模”和“两管一模”。对于一根管子来说,弯曲角度如何,其弯曲半径只能有一个,因为弯管机在弯曲过程中不更换模块,这就是“一管一模”。而“多管一模”就是相邻直径规格的管子应尽量采用同一套模具,也就是使用同一套模具弯曲两种相邻型号的圆管,这样才有利于减少模具的数量,减少了成本。
3.适当的弯曲半径值:圆管弯曲半径的大小,决定了圆管在弯曲成型时所受阻力的大小。一般来说,管径大弯曲半径小,弯曲时容易出现内皱和打滑现象,弯曲质量很难,所以一般选用弯管模的r值为管子直径的2、3倍为好。
4.适中的弯曲成型速度:弯曲成型速度对成型质量的主要影响为:速度太快,容易造成圆管弯曲部分的扁平,圆度打不到要求,造成圆管的拉裂、拉断:速度太慢,容易造成圆管的起皱和压紧块打滑,大管径的管子易形成圆管弯曲部分的下陷。针对这两台数控弯管机上大量的试验,将圆管的弯曲速度定为机器弯曲速度的20%-40%为宜。
圆管-接受定制,万泽锦达机械制造(泉州市晋江市分公司)为您提供圆管-接受定制产品案例,联系人:李金友万泽锦达,电话:【13835146197】、【13835146197】。











