| 产品参数 | |
|---|---|
| 产品价格 | 电议/吨 |
| 发货期限 | 2天 |
| 供货总量 | 不限 |
| 运费说明 | 电议 |
| 小起订 | 1 |
| 质量等级 | 高等 |
| 是否厂家 | 产 |
| 产品材质 | Q355B |
| 产品品牌 | 杰达通 |
| 产品规格 | 规格全 |
| 发货城市 | 聊城 |
| 产品产地 | 聊城 |
| 加工定制 | 是 |
| 产品型号 | 型号全 |
| 可售卖地 | 全国 |
| 产品重量 | 过磅 |
| 产品颜色 | 金属色 |
| 外形尺寸 | 方形 |
| 适用领域 | 机械加工、船舶用、农机骨架、钢结构 |
| 是否进口 | 否 |
| 长度 | 1-12米 |
| 厚度 | 1-25mm |
| 配送服务 | 送货上门 |
安康焊接方管在焊接变形的理论上,我们可以知道,焊接方管大尺寸的焊缝,就导致变形越大,焊接方管焊接相同的尺寸,焊接热输入就较大,也会导致变形较大,大长焊缝焊接,焊接变形就会较小,焊接方管焊缝布置的不对称或者是非对称性的焊接,都会使焊缝偏差更为严重,使其严重的变形。还有另一方面是从焊接方管焊接变形理论可知,影响焊接方管焊接变形大小的主要因素是:焊接方管焊缝尺寸越大,熔敷金属越多,变形越大;焊接方管焊缝尺寸相等时,焊缝热输入越大,造成的变形也越大;焊接方管焊接大长焊缝时,分段比直通焊变形要小;焊接方管焊缝布置不对称或虽布置对称但不对称焊接,焊缝部位偏离越严重,变形越大;构件刚性越小,变形越大。焊接方管焊接规范是通过工艺试验和工艺分析,在确定焊接方管对接焊缝采用双二氧化碳气体保护电弧焊,焊接 层的焊接电流是200-250A,第二层的电弧电压是24-26V,其工艺要求是 层焊缝必须能够保证良好的焊接,使其形成,焊接的电流,电弧电压,送丝速度和焊接速度需要更具设备进行调节。

安康方管的竖向承载力计算方法1.计算压应力,就是竖向压力作用在方矩形钢管的横截面上所产生的压应力。这个比较简单,就是压力(单位N)除以方矩形钢管横截面面积(单位m平方)。只要压应力小于材料的许用应力即可。2.方矩形钢管受压,要计算稳定性。稳定性的计算较为复杂。要看连接的方式是两端固接还是一端固接另一端铰接。估计你不只使用1跟立柱,所以可以简单计算成两端固接。临界压力简单计算:P=(4*n*Pi^2*E*I)/[(L/2)^2]。n立柱的数量,pi^2就是拍的2次方,E弹性模量,I惯性矩,L立柱长度。以上计算都是简单的计算。同时还要考虑系数,甚至地震载荷。具体的情况不同要自己分析并且请有经验的工程师计算或者找有专业知识的人计算。
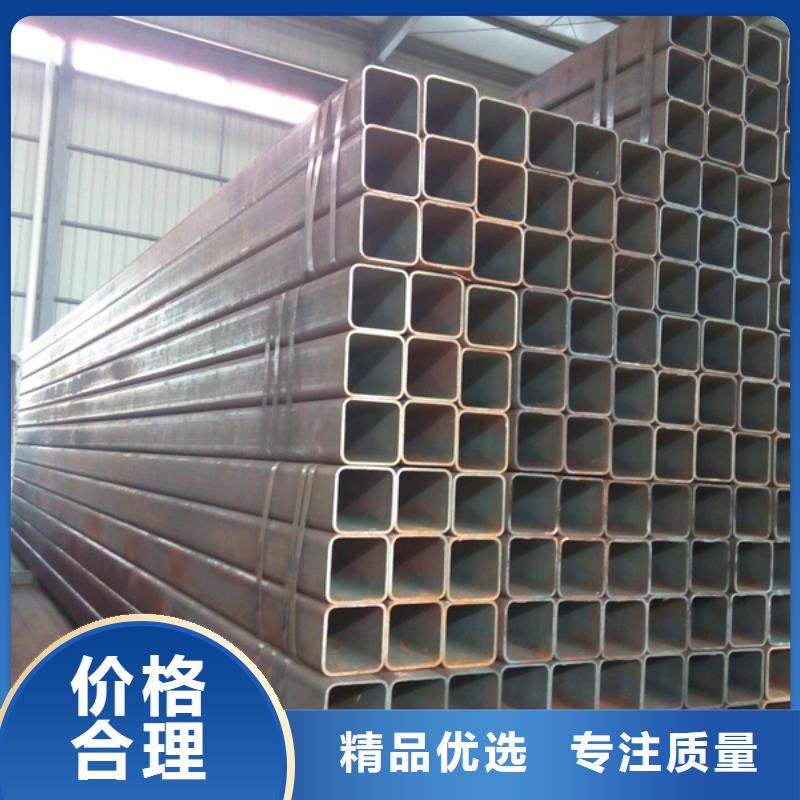
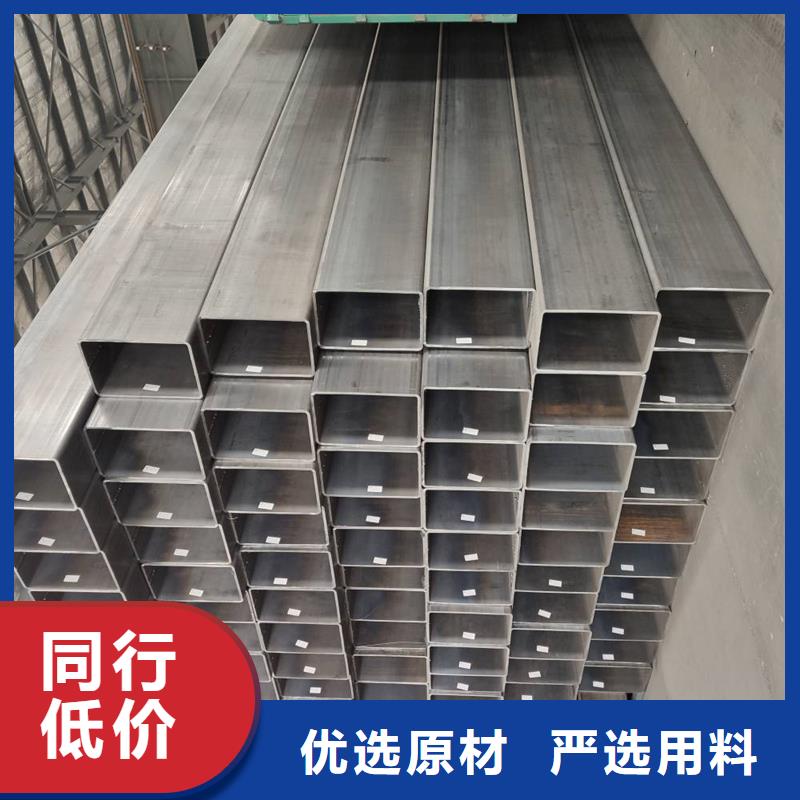
<安康>杰达通钢管安康无缝方管是一种具有中空截面,周边没有接缝的长条钢材,安康方矩管市场价格知识是用无缝管通过模具的4面挤压形成的方管,不锈钢方管方管具有中空截面,大量用作输送流体的管道。主要应用于液体输送,液压支架,机械结构,中低压.高压锅炉管,热交换管,气体.石油等行业.他比焊接的更坚固,不会出现裂缝。无缝方管与焊接方管知识 焊接方管是一种空心方形截面型钢方管,也称为空心冷弯型钢.它是以热轧或冷轧带钢或卷板为坯料经冷弯曲加工成型后再经高频焊接制成的方形截面形状尺寸的型钢。无缝方管除壁厚增厚外情况,其角部尺寸和边部平。 安康无缝方管是一种具有中空截面,周边没有接缝的长条钢材,安康方矩管市场价格知识是用无缝管通过模具的4面挤压形成的方管,不锈钢方管方管具有中空截面,大量用作输送流体的管道。主要应用于液体输送,液压支架,机械结构,中低压.高压锅炉管,热交换管,气体.石油等行业.他比焊接的更坚固,不会出现裂缝。无缝方管与焊接方管知识 安康焊接方管是一种空心方形截面型钢方管,也称为空心冷弯型钢.它是以热轧或冷轧带钢或卷板为坯料经冷弯曲加工成型后再经高频焊接制成的方形截面形状尺寸的型钢。无缝方管除壁厚增厚外情况,其角部尺寸和边部平直度均达到甚至超过电阻焊冷成型方管的水平,方管-方管厂-镀锌方管-无缝方管-方矩管家-天津方管厂R角的大小一般是壁厚的2倍-3倍之间。也可以根据客户的需要,生产客户所需大小的R角方管。 安康无缝方管的质量更好,方矩管市场价格知识价格更贵,不锈钢方管方矩管市场价格知识价格更贵,不锈钢方管焊接起来的,焊接过程中有高温,高温会影响金属的组织,力学性能不如无缝钢管稳定。

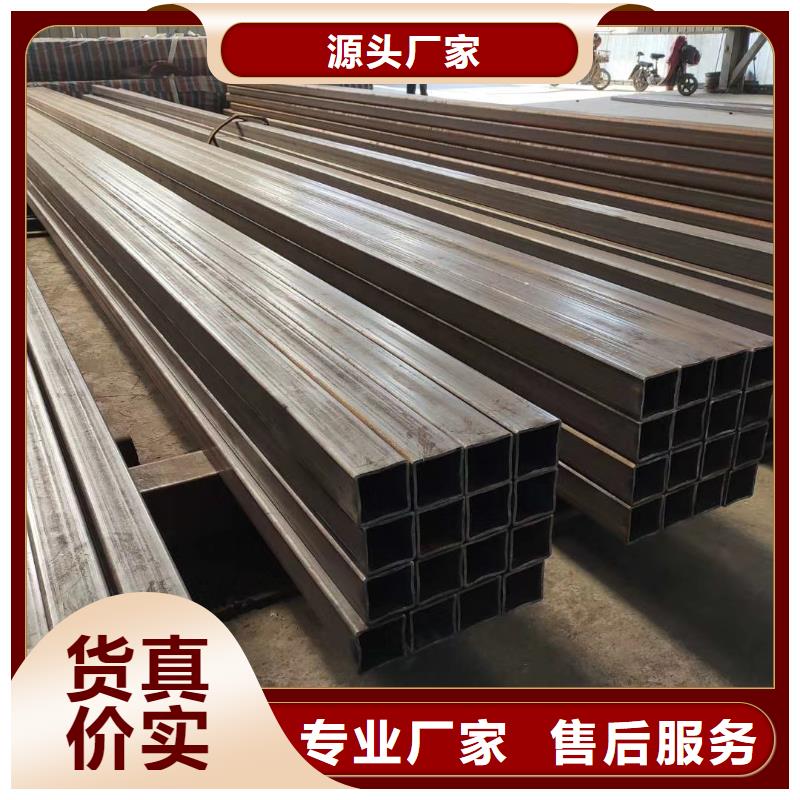
安康16Mn方管原为方管中的一种材质。过去方管材质的一种叫法。现在的称法为Q345B方管。因16Mn方管,所代表的为这种方管中的碳的含量在0.16%左右。而Mn单独提出来,是因为五大元素(碳C,硅Si,锰Mn,磷P,硫S)中,锰的含量高,才单独提出来。大约在1.20-1.60%左右。16Mn属低合金钢板系列,在此系列中,为普通材质,或者牌号的钢板。根据特殊的要求,可以对钢板进行一些特殊的处理:热处理和Z向性能。热处理:控轧,正火等等。Z向性能:Z15,Z25,Z35。主要特性:综合性能好,低温性能好,泠冲压性能,焊接性能和可切削性能好。应用举例:矿山,运输,化工等各种机械。


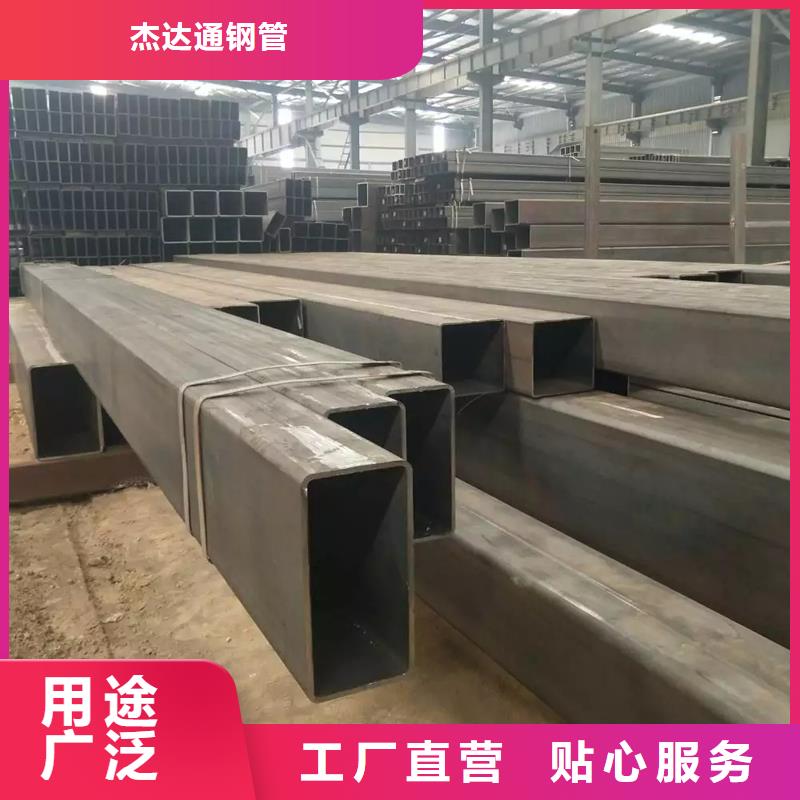
安康焊接方管层焊缝必须焊透,保证背面成形良好;焊接电流、电弧电压、送丝速度和焊接速度等可根据设备型号调节。焊接方管焊接顺序减少变形矩形,焊接顺序应该按照以下原则:先从焊接方管中间向两边对称分层分段焊接,这样有利于应力扩散和释放,避免了在焊接方管焊接生产复杂的应力,通过摆动焊接,焊接在开始形成的狭窄区内的塑性变形只发生一次,因为连续的摆动焊接和热量的输入,使焊接方管加热面积过大,压缩塑性变形引起的面积大,所以焊接的收缩变形较大,分层分段焊接的时候,因为每一节都是很小的,热量也很小,每一层又分为若干段,所以每一焊的跳焊,基本上都是在冷板温度场上重建的,每次在焊接方管狭窄的塑性变形去相应的分层直焊接纵向收缩率小,而不是通过连续时间的填充摆动使焊接变形小。
名片")