


以下是:发货速度快的数控钢筋弯曲中心基地的产品参数
产品参数 产品价格 电议 发货期限 电议 供货总量 电议 运费说明 电议 型号 XGWL-2-32 弯曲钢筋型号 6-32 加工长度 600-12000mm 控制方式 显示器 整机功率 18KW 整机尺寸 12760*2090*1460mm 选购发货速度快的数控钢筋弯曲中心基地来眉山市彭山区找宝润机械(彭山区分公司),我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:赵宇飞-13243367666,{QQ:446983936},地址:[二七区长葛市钟繇大道南段东辛庄社区]。 四川省,眉山市,彭山区 彭山区,隶属于四川省眉山市,古称武阳。彭山幅员面积465平方公里,辖5个街道、3个镇(其中,委托天府新区眉山片区管理1街道、1镇)。根据第七次人口普查数据,截至2020年11月1日零时,彭山区常住人口为328236人。
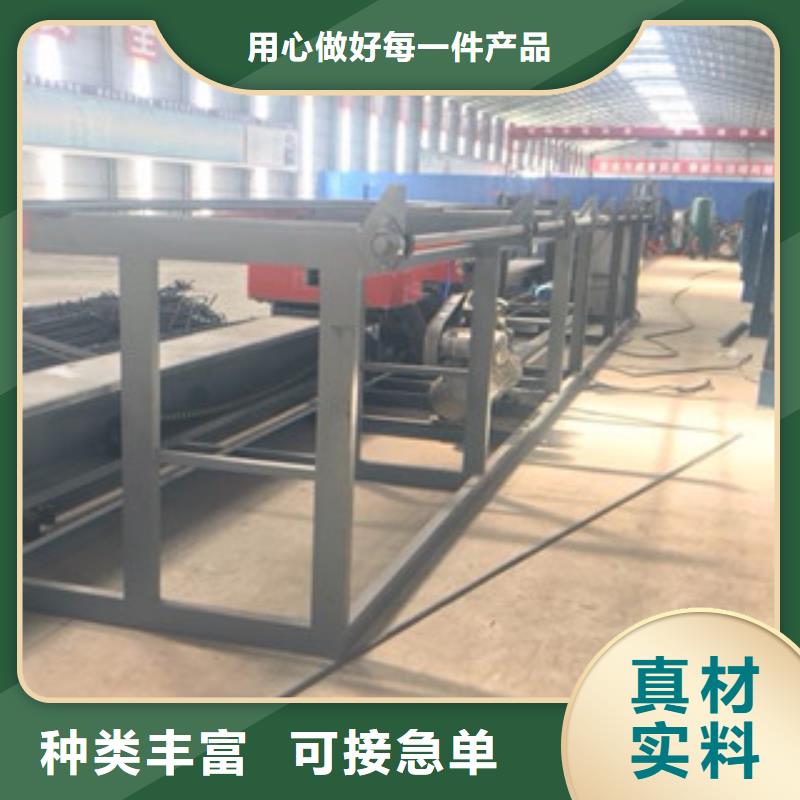
我们的发货速度快的数控钢筋弯曲中心基地视频现已上线,从细节到整体,从外观到性能,让您了解它的每一个方面。
以下是:发货速度快的数控钢筋弯曲中心基地的图文介绍眉山彭山宝润机械有限公司创立于2012年,以生产 数控钢筋弯曲中心闻名于行业。其 数控钢筋弯曲中心产品质量过硬、性价比高,尤其在 数控钢筋弯曲中心产品研发设计方面,聘请顶尖设计师,坚持品牌个性化路线,结合现代潮流。在营销方面,企业充分发挥自己的人才优势、技术优势、质量优势和市场优势,建立起完善的营销网络和服务体系。目前,出品的 数控钢筋弯曲中心产品,不仅畅销国内,更远销国外,在消费者当中享有j i高的认可度和美誉度。
(4)钻进过程中,每4米取一次渣样,入强风化岩后每1米取一次岩样,进入弱风化岩后每0.5米取一次岩样,且地层变化处应加密取样。取样的同时详细填写工程地质核查表。钻进时,现场技术人员应核对实际地质情况与设计地质情况,如与设计不相符,及时向设计单位反映。(5)整个钻孔过程中应做好钻孔记录表,钻机值班人员如实填写。记录内容包括进尺情况、地质情况、开钻时间、终孔时间、成孔标高、以及钻孔过程中的异常情况。成孔(1)当钻孔深度达到设计要求时,应使用检孔器或其它设备检查孔径和倾斜度,做孔深的检查。检孔器长度为桩径的4-6倍,直径为钢筋笼直径加10cm且不大于钻头直径,检孔器焊接要牢固,保证起吊过程中不发生变形。
施工技术交底记录工程名称李沧6号线道路整治工程大村河桥桩基施工单位青岛金谷园有限公司定位、泥浆调制、成孔、清孔、灌注混凝土施工部位交底内容:施工内容测量放样整平场地并修筑便道后,根据设计桩位,由测量人员准确定出钻孔中心位置。桩位在护筒四周设置十字护桩,护桩可采用木桩或短钢筋。护桩妥善保护至终孔,以随时检查钻机的对中情况。护筒的制作埋设为固定桩位,保护孔口不,隔离地面水和保持孔内水位高出施工水位以维护孔壁及钻孔导向等目的,在钻孔前按要求制作、埋设,护筒采用6-10mm钢板制作,并保证坚实、不漏水;护筒内径应大于钻头直径20cm。护筒顶应高出原地面不少于30cm。埋设护筒以桩位中心为护筒中心。护筒埋好后利用护桩挂线检查护筒埋设偏差,其偏差不得大于5cm,倾斜度不大于1%。现场施工人员在护筒埋设好后应自检,再由现场技术员检查,合格后报请监理工程师检查。泥浆池设制及泥浆配制(1)、根据现场地形挖出泥浆循环池与泥浆沉淀池,沉淀池尺寸为4×4×2m,循环池尺寸为3×3×1.5m。(2)、泥浆原料尽可能使用膨润土,使用粘土时应符合下列要求:选用塑性指数大于25,小于0.05mm粒径含量大于50%的粘土制浆。(3)、泥浆比重在进入弱风化层采用相对密度1.2-1.4之间,粘度在22-33之间,含砂率≤4%。进入弱风化层将相对密度调大到1.5左右,以利于钻渣的上浮,加快进尺的速度。(4)、泥浆池四周应设置防护标志。
同一根钢筋尽量少设接头。6.2钢筋笼加工成型6.2.1加工钢筋笼胎具:用槽钢和钢板焊成组合胎具,每组胎具由底梁、底梁端部大样板、加强筋位置弧板三部分构成。底梁采用两根槽钢,槽钢间距50cm左右,之间用钢筋或角钢焊接;底梁一端垂直焊接一块110cm×110cm的钢板,厚不小于0.5mm;在大样板上用油漆绘出加强筋外轮廓及每根0主筋的位置;在底梁上按每节钢筋骨架加强箍筋数量和位置设立弧形板胎具,弧形板采用10mm钢板,弧形板胎具按加强筋外缘弧长的三分之一长设置,弧形胎具上对应大样板主筋位置设置凹槽,校正无误后与底梁焊接。将加强箍筋就位于每道弧板胎具的同侧,按弧形胎膜的凹槽摆焊主筋和箍筋,弧形胎膜上的主筋全部焊完后。
钢结构一般制作工艺流程分为:放样→下料→拼板→切割→组立→埋弧焊接→钻孔→组装→矫正成型→铆工零配件下料→制作组装→焊接和焊接检验→防锈处理涂装编号→构件验收出厂。在钢结构制作中,应根据钢结构制作工艺流程,抓住关键工序进行质量控制,如控制关键零件的加工,主要构件的工艺措施,所采用的加工设备工艺装备等。
重视焊接工程质量控制在钢结构制作和安装工程工程中焊接工程是重要的环节,必须重视焊接工程质量控制。目前,钢结构在生产过程中大部分采用具自动埋弧焊机,部分具备半自动气体保护焊机,个别部位采用手工施焊。焊接质量问题较多存在于手工焊缝,这些问题有焊瘤夹渣气孔没焊透咬边错边焊缝尺寸偏差大不用引弧板焊接变形不矫正飞溅物清理不净等。
联系人:赵宇飞,电话:13243367666,宝润机械(彭山区分公司)在眉山市彭山区本地专业从事发货速度快的数控钢筋弯曲中心基地,眉山市彭山区各个县市以及周边四川省 眉山市 东坡区、仁寿县、彭山区、洪雅县、丹棱县、青神县城市均可提供送货上门服务!











