

以下是:定制不锈钢电解抛光设备的厂家的产品参数
产品参数 产品价格 电议 发货期限 电议 供货总量 电议 运费说明 电议 用途 不锈钢镜面抛光 可处理材料 不锈钢、铜铝、钛材、钢铁等 产地 深圳市 品牌 灯鼎 价格 850元 型号 DD-808 生产周期 1-15工作日 可否定制 可以 是否生产厂家 是 保修时长 1-3年 上门指导 是 运输费用 卖家出 定制不锈钢电解抛光设备的厂家,灯鼎电解抛光设备厂(西昌市分公司)为您提供定制不锈钢电解抛光设备的厂家产品案例,联系人:李总,电话:【0755-28505535】、【18025357255】,发货地:宝安区沙井街道共和社区福和路先欲兴大厦604。 四川省,凉山彝族自治州,西昌市 西昌市,四川省凉山彝族自治州辖县级市、首府,古称邛都、建昌,地处四川省西南部,安宁河谷地区,是攀西地区政治、经济、文化和交通中心,是古代“南方丝绸之路”上的重镇,被誉为“蜀滇锁钥”。气候属于热带高原季风气候区,光热资源丰富,冬暖夏凉、四季如春;素有月亮城、太阳城、航天城、小春城之美誉,是一座春天栖息的城市。总面积2882.9平方千米,截至2022年10月,辖7个街道、11个镇、5个乡、2个少数民族自治乡。市政府驻西昌市大水井12号。2022年,西昌市常住总人口为96.6万人,城镇化率为68.48%。
想知道定制不锈钢电解抛光设备的厂家产品的独特魅力吗?我们为您准备的视频将带您亲身体验,让您感受到产品的无限魅力。
以下是:定制不锈钢电解抛光设备的厂家的图文介绍
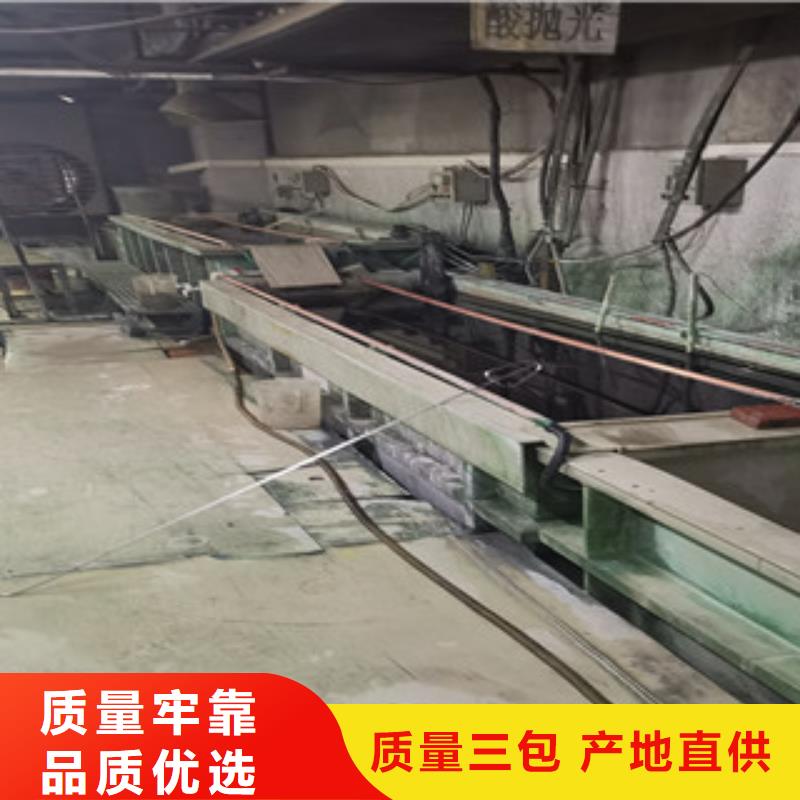
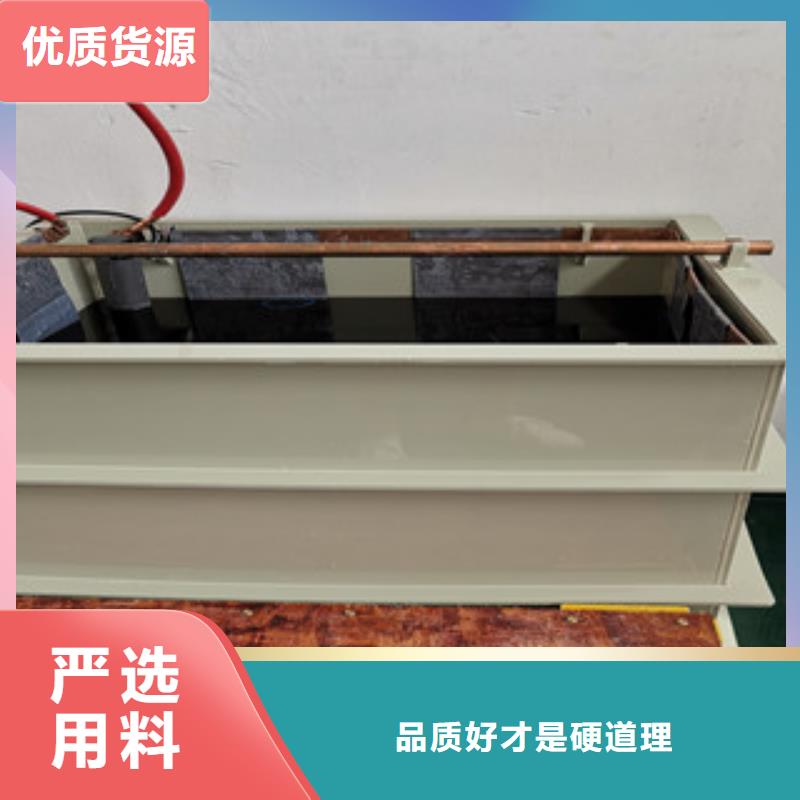
不锈钢电解抛光品种齐全、价格合理,凉山西昌灯鼎电解抛光设备厂实力雄厚,重信用、守合同、保证产品质量,以多品种经营特色和薄利多销的原则,赢得了广大客户的信任,公司始终奉行“诚信求实、致力服务、唯求满意”的企业宗旨,全力跟随客户需求,不断进行 不锈钢电解抛光产品创新和服务改进。
4.为什么工件抛光后不光亮并呈灰暗色?分析原因:可能 电化学抛光溶液已不起作用,或作用不明显。解决方法:检查电解抛光液是否使用时间过长,质量下降,或溶液成分比例失调。
5.工件抛光后表面有白色的条纹是怎么回事?原因分析:溶液相对密度太大,液体太稠,相对密度大于1.82。解决方法:增大溶液的搅拌程度,如果溶液相对密度太大,用水稀释至1.72。在90~100℃条件下并加热一小时。
6.为什么抛光后表面有阴阳面,及局部无光泽的现象?原因分析:工件放置的位置没有与阴极对正,或工件互相有屏蔽。解决方法:将工件进行适当的调整,使工件与阴极的位置适当,使电力分布合理。
7.抛光后工件表面平整光洁,但有些点或块不够光亮,或出现垂直状不亮条纹,一般是什么原因引起的?原因分析:可能是抛光后期工件表面上产生的气泡未能及时脱离并附在表面或表面有气流线路。解决方法:提高电流密度,使析气量加大以便气泡脱附,或提高溶液的搅拌速度,增加溶液的流动。
8.零件和挂具接触点无光泽并有褐色斑点,表面其余部分都光亮是什么原因?原因分析:可能是零件与挂具的接触不良,造成电流分布不均,或零件与挂具接触点少。解决方法:擦亮挂具接触点,使导电良好,或增大零件与挂具的接触点面积。
9.同一槽抛光的零件有的光亮,有的不亮,或者局部不亮。原因分析:同槽抛光工件太多,致使电流分布不均匀,或者是工件之间互相重叠,屏蔽。解决方法:减少同槽抛光工件的数量,或者注意工件的摆放位置。
10.为什么抛光零件凹入部位和零件与挂具接触点接触附近有银白色斑点?原因分析:可能是零件的凹入部位被零件本身或挂具屏蔽了。解决方法:适当改变零件位置,使凹入部位能得到电力线或缩小电极之间距离或提高电流密度。
11.已严格按照工艺规范操作,为什么抛光后零件表面有或多或少的过腐蚀现象?原因分析:是否溶液温度过高或电流密度太大,如果溶液配制没有问题,又严格操作,则可能是抛光前的处理问题。解决方法:严格执行电化学抛光前处理的操作,在酸洗过程中避免过腐蚀。不要把清洗水留在零件表面,带进抛光槽。
12.“不锈钢通用电解液”为什么使用一段时间会出现泡沫?原因分析:工件表面未除油,一些油污浮在电解液表面,对操作带来了困难。解决方法:已经出现此情况的,建议将表面的油污捞出,未出现的建议在抛光前进行除油。
21.不锈钢电解液操作温度对电解抛光有什么影响?佳温度是多少?原因分析:一般电解液使用温度为50—90℃之间,温度较低,抛光速度较慢,光亮度下降。温度过高,液体对工件腐蚀加快,容易引起工件过腐蚀,电解液有效成分容易分解。解决方法:温度较低应加热到规定温度,加热可使用各种加热管(如石英,钛材质加热管),长时间工作温度会上升,当温度超过90℃时应停止工作,散热可选用搅拌或冷却循环方式。佳使用温度是50—90℃,“不锈钢通用电解液”的佳使用温度为50—80℃。
22.不锈钢工件表面凹凸不平,麻点呈凸状,什么原因引起的?原因分析:表面锈蚀较多,电解液只是微观腐蚀整平,较多的锈蚀电解液不能完全,如延长抛光时间,大量铁离子沉入电解液底部,降低电解液使用寿命。解决方法:将工件表面的锈蚀干净。使用“不锈钢活化液”,“除锈水”,“氧化皮液”等产品进行清洗除锈。
23.影响电化学抛光的主要因素有哪些?温度,时间,工件材质,电解质,电压,电流,工件摆放位置。
24.在做 不锈钢电解抛光时,表面吸附一层浅红色物质,再次放入电解液会有短时间的反应,什么原因?原因分析:用铜挂具,铜离子进入电解液吸附到阳极表面,影响抛光质量,再次放入会有短时间反应是因为电解液将工件表面的铜离子溶解了。解决方法:选用钛挂具,在夹具裸露处用聚氯乙烯树脂烘烤成膜,在接触点刮去绝缘膜,漏出金属以利于导电。
定制不锈钢电解抛光设备的厂家_灯鼎电解抛光设备厂(西昌市分公司),固定电话:【18025357255】,移动电话:【0755-28505535】,联系人:李总,宝安区沙井街道共和社区福和路先欲兴大厦604 发货到 四川省 凉山市 西昌市、盐源县、德昌县、会理市、会东县、宁南县、普格县、布拖县、金阳县、昭觉县、喜德县、冕宁县、越西县、甘洛县、美姑县。









