

以下是:#圆管厂家的产品参数在西安市阎良区采买#圆管厂家到万泽锦达机械制造(阎良区分公司),无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:李金友万泽锦达-13835146197,QQ:394893978,地址:《小店区208国道东蒲村东蒲路1号》。 陕西省,西安市,阎良区 阎良区,隶属陕西省西安市。位于西安市东北部,东南西北分别与临渭区、临潼区、三原县、富平县相邻,总面积244.5平方公里。截至2021年10月,阎良区下辖7个街道。2021年,阎良区常住人口30.73万人,户籍人口276461人。
想要了解#圆管厂家产品吗?点击观看我们上传的视频介绍,它将用更直观的方式展现产品的特点和优势,让您对产品有更深入的了解。以下是:#圆管厂家的图文介绍
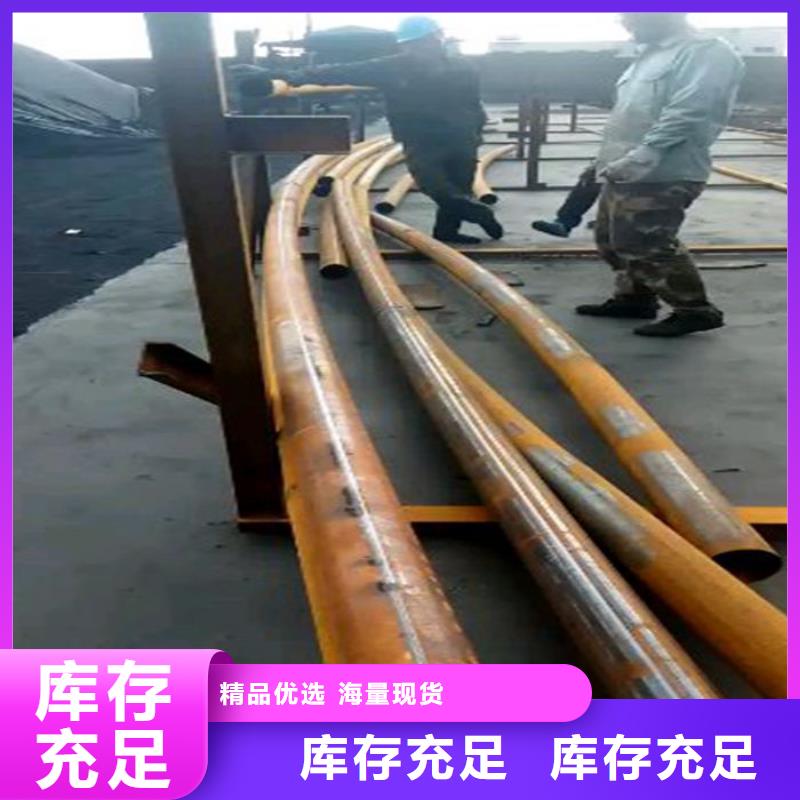
圆管弯管机操作方法产品介绍:
弯管机主要用于对管材、型钢等钢材的冷弯作业!主要适用的钢材有:圆管、方管、异型管,适用的材料有:不锈钢、铝型材等。本机主要可以用于对这些钢材的卷圆、弯弧的加工,同时,我们的设备按照工作原理可以分为:机械式、液压式、数控等类型!
主要技术参数:
产品型号 WG-219
弯曲直径范围 ≤Φ219钢管(壁厚~10mm)
弯曲大角度 360
弯曲小角度 0
电机功率 12kw
电源 三相交流380v,50HZ
重量 2000kg
外型尺寸(长×宽×高) 2500x1500x1200mm
圆管电动弯管机及性能优势
1、操作简单方便(内附使用说明书)。弯管弧不变形,适合批量生产。
2、不同外径的管子,只需更换不同的弯管模具即可。可根据客户需求来设计模具和弯管机。
3、根据客户不同要求,弯管角度可控制,弯管效果过渡平滑美观。
4、适用于弯管跨度大,或有多角度折弯的各种型材的加工。 根据需要使其弯成任意弧度。
5、使用该机弯管时,不需要加热或填砂工艺,根据不同的需要可以冷弯成形。所弯制品具有圆弧光滑,清晰,变形量小等特点。
6、本机设计结构简单,多功能滚动式弯管机操作灵活方便,使用时间长长,配备模具多。具有一机多用的功能。并能把12M长,直径76mm、89mm、100mm、108mm、114mm、125mm、133mm、140mm、150mm、159mm、165mm、200mm、219mm、250mm、273mm、325mm等圆管弯区成弧形。
西安阎良万泽锦达机械制造有限公司以合理的价格、热情的服务态度、精湛熟练的售后保障对您提供优质服务。我们本着交货迅速、实行三包、跟踪服务等经营原则竭诚为广大用户服务。我公司把顾客放在优先位置,建立起了 圆管弯弧机产品售前、售中、售后服务规范,、全过程满足顾客要求,使我们的 圆管弯弧机产品和服务深得顾客的信赖,与顾客建立起了长期合作和互利关系。
#圆管厂家
大型圆管弯管机产品讲解
随着技术的不断发展,弯管机的形式日趋多样化,弯管性能也在大幅度地提高。微型计算机、单片机、可编程控制器、交流伺服系统以及新型液压元器件和液压技术的应用,使弯管机的功能更趋完善。而数控弯管机将是现代弯管生产的主要设备。
大型弯管机的几个技术热点:
1.管型规整化:设计和排管时要避免过大的圆弧、任意曲线、复合弯以及大于180°的圆弧。过大的圆弧不但使机械笨重,而且受弯管机机床尺寸的限制;任意曲线、复合弯设计造型很不合理,妨碍了机械化、自动化生产,使操作者不好摆脱笨重的体力劳动:大于180°的圆弧使弯管机无法卸模。
2.弯曲半径标准化:弯曲半径要尽量实现“一管一模”和“两管一模”。对于一根管子来说,弯曲角度如何,其弯曲半径只能有一个,因为弯管机在弯曲过程中不更换模块,这就是“一管一模”。而“多管一模”就是相邻直径规格的管子应尽量采用同一套模具,也就是使用同一套模具弯曲两种相邻型号的圆管,这样才有利于减少模具的数量,减少了成本。
3.适当的弯曲半径值:圆管弯曲半径的大小,决定了圆管在弯曲成型时所受阻力的大小。一般来说,管径大弯曲半径小,弯曲时容易出现内皱和打滑现象,弯曲质量很难,所以一般选用弯管模的r值为管子直径的2、3倍为好。
4.适中的弯曲成型速度:弯曲成型速度对成型质量的主要影响为:速度太快,容易造成圆管弯曲部分的扁平,圆度打不到要求,造成圆管的拉裂、拉断:速度太慢,容易造成圆管的起皱和压紧块打滑,大管径的管子易形成圆管弯曲部分的下陷。针对这两台数控弯管机上大量的试验,将圆管的弯曲速度定为机器弯曲速度的20%-40%为宜。
大型弯管机的几个技术热点:
1.管型规整化:设计和排管时要避免过大的圆弧、任意曲线、复合弯以及大于180°的圆弧。过大的圆弧不但使机械笨重,而且受弯管机机床尺寸的限制;任意曲线、复合弯设计造型很不合理,妨碍了机械化、自动化生产,使操作者不好摆脱笨重的体力劳动:大于180°的圆弧使弯管机无法卸模。
2.弯曲半径标准化:弯曲半径要尽量实现“一管一模”和“两管一模”。对于一根管子来说,弯曲角度如何,其弯曲半径只能有一个,因为弯管机在弯曲过程中不更换模块,这就是“一管一模”。而“多管一模”就是相邻直径规格的管子应尽量采用同一套模具,也就是使用同一套模具弯曲两种相邻型号的圆管,这样才有利于减少模具的数量,减少了成本。
3.适当的弯曲半径值:圆管弯曲半径的大小,决定了圆管在弯曲成型时所受阻力的大小。一般来说,管径大弯曲半径小,弯曲时容易出现内皱和打滑现象,弯曲质量很难,所以一般选用弯管模的r值为管子直径的2、3倍为好。
4.适中的弯曲成型速度:弯曲成型速度对成型质量的主要影响为:速度太快,容易造成圆管弯曲部分的扁平,圆度打不到要求,造成圆管的拉裂、拉断:速度太慢,容易造成圆管的起皱和压紧块打滑,大管径的管子易形成圆管弯曲部分的下陷。针对这两台数控弯管机上大量的试验,将圆管的弯曲速度定为机器弯曲速度的20%-40%为宜。
5.合适的芯棒及其位置:芯棒在弯曲过程中主要起着支撑圆管弯曲半径的内壁防止其变形的作用。目前管材在机床上弯曲成型若不适用芯棒。芯棒的形式有很多种,如柱式芯棒,定向单、多球头芯棒等。另外芯棒的位置对圆管弯曲成型也有影响:理论上,它的切线应与弯管模的切线平齐,单经过大量的试验证明,提前1-2mm较好,此时弯管质量比较理想。当然,提前量太大,会造成弯曲部分的外壁出现所谓“鹅头”的现象。
您是想要在西安市阎良区采购高质量的#圆管厂家产品吗?万泽锦达机械制造(阎良区分公司)是您的不二之选!我们致力于提供品质保证、价格优惠的#圆管厂家产品,品种齐全,不断创新,致力于满足广大客户的多种需求,联系人:李金友万泽锦达-13835146197,QQ:394893978,地址:《小店区208国道东蒲村东蒲路1号》。










