以下是:建材真正的厂家货源的产品参数
在安徽省铜陵市采买建材真正的厂家货源到宝益德钢管(铜陵市分公司),无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:马哲-【18875773904】,地址:《运河区浮阳大道10号阳光写字楼312》。 安徽省,铜陵市 2022年,铜陵市实现地区生产总值1209.9亿元,其中,产业增加值61.8亿元,第二产业增加值602.8亿元,第三产业增加值545.3亿元。三次产业结构为5.1:49.8:45.1。按常住人口计算,人均地区生产总值92823元。
想要更直观地了解建材真正的厂家货源产品的特点和功能吗?我们为您准备了视频介绍,相较于图文,视频更能让您轻松掌握产品的核心卖点。
以下是:建材真正的厂家货源的图文介绍
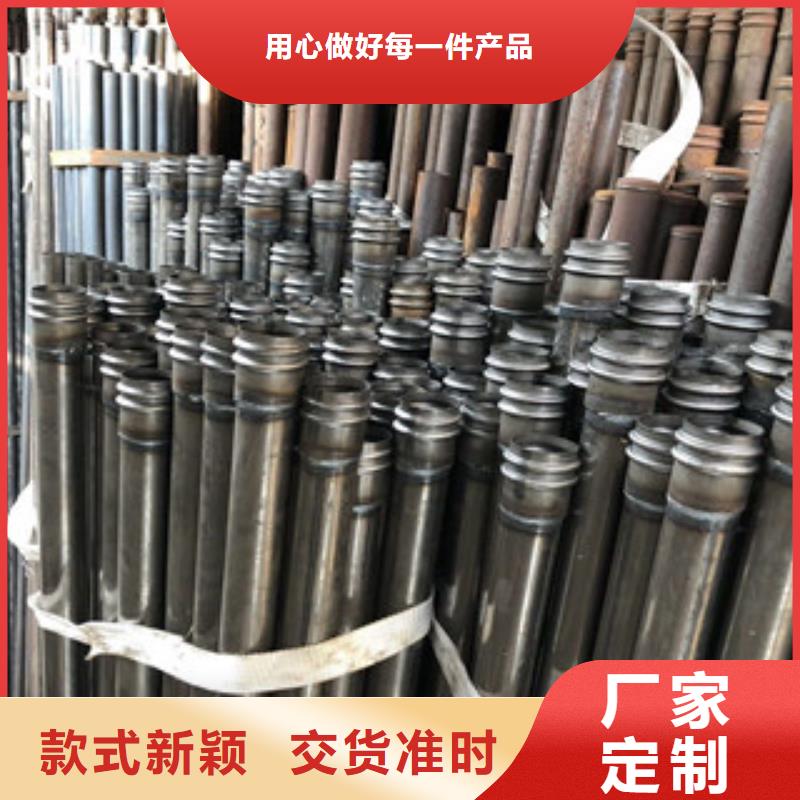
安徽铜陵宝益德钢管有限公司实力雄厚,专业生产安徽铜陵--声测管厂家。经过多年的发展,我公司已通过质量管理体系认证,公司秉承"以人为本、顾客至上"的理念,引进先进设备,成熟的安徽铜陵--声测管厂家生产工艺和完善的质量保证体系,同时拥有一支精良的施工安装和快捷周到的售后服务队伍,己发展成为安徽铜陵地区大的商业设施的生产商之一,安徽铜陵--声测管厂家产品和服务受到广大用户的广泛好评。



声测管厂家如果是分段安装的,接缝处必须采用焊接。型钢的焊接接头在制造工厂已经备好,当两相临缝对正后,即可安装。每根梁全部焊接好后再按上述步骤进行锚固。在梁端安装模板,模板按海南声测管装置外形尺寸和预留槽的缺口进行制作,模板应做的相当严密以防砂浆流进位移控制箱或流进梁端缝隙。
检查安装的模板严密无缝以后再将预留槽清洗干净,便可浇注混凝土,并振捣密实。混凝土至少与该处的结构混凝土具有同一强度,浇注混凝土时要保持海南声测管装置的清洁。在安装海南声测管时,下缝前应认真检查槽内预埋钢筋,若发现裂缝或折断,位置不当或间隙过大,必须采取补救措施。
要保证沿缝方向每米范围内至少有1根预埋钢筋与毛勒海南声测管的锚环牢固焊接。应该认真检查XF型声测管厂家质量,若发现变形或两钢梁间距不一致时,应进行修整。必要时,还应根据安装时的环境温度调整毛勒海南声测管的钢梁间距。应将XF型声测管厂家装置缓缓放入槽内,使缝中心线与实际预留缝中心线相重合,偏差不得超过10mm,同时使钢边梁内边保持垂直。XF型
声测管厂家就位后,应根据纵、横坡和标高调整其钢梁顶面比相邻沥青混凝土路面低1~2mm,不得超出路面标高。
为保证路面良好的平整度,应该先摊铺路面,然后开槽安装海南声测管



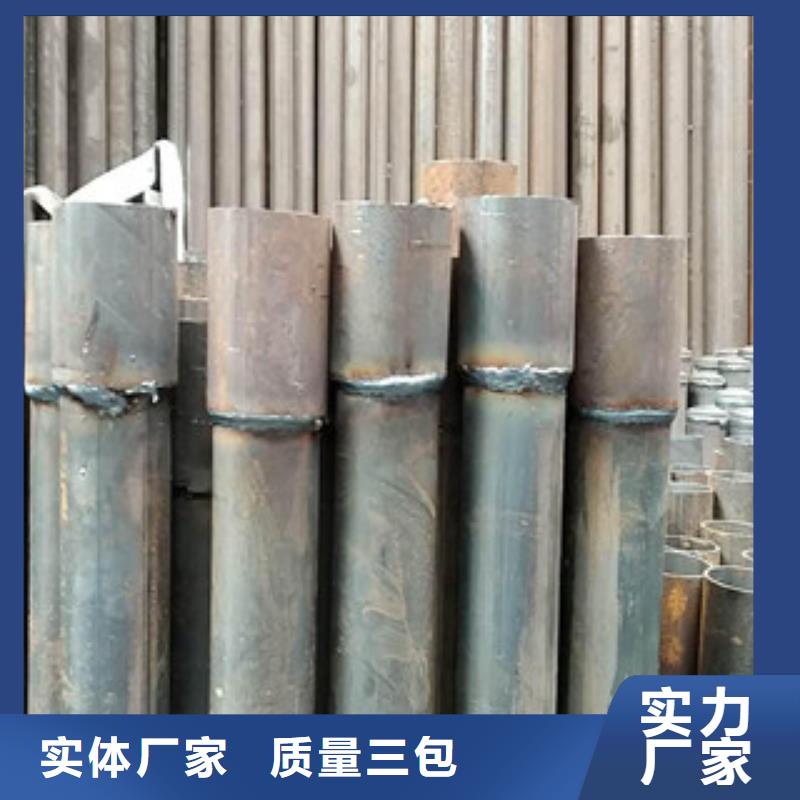
声测管厂家在生产中对焊接质量有什么要求?
分析声测管厂家在生产中对焊接质量有什么要求:
1 输入热量
因为焊接工艺的主要参数之一,即焊接电流(或焊接温度)难以测量,所以用输入热量来代替,而输入热量又可用振荡器输出功率来表示:
N = Ep·Ip
式中 N——输出功率,kW;
Ep——屏压,kV;
Ip——屏流,A〔1〕
当振荡器、感应器和阻抗器确定后,振荡管槽路、输出变压器、感应器的效率也就确定了,输入功率的变化同输入热量的变化大致是成比例的。
当输入热量不足时,被加热边缘达不到焊接温度,仍保持固态组织而焊不上,形成焊合裂缝;当输入热量大时,被加热边缘超过焊接温度易产生过热,甚至过烧,受力后产生开裂;当输入热量过大时,焊接温度过高,使焊缝击穿,造成熔化金属飞溅,形成孔洞。熔化焊接温度一般在1350~1400℃为宜。

2 焊接压力
焊接压力是焊接工艺的主要参数之一,管坯的两边缘加热到焊接温度后,在挤压力作用下形成共同的金属晶粒即相互结晶而产生焊接。焊接压力的大小影响着焊缝的强度和韧性。若所施加的焊接压力小,使金属焊接边缘不能充分压合,焊缝中残留的非金属夹杂物因压力小不易排出,焊缝强度降低,受力后易开裂;压力过大时,达到焊接温度的金属大部分被挤出,不但降低焊缝强度,而且产生内外毛刺过大或搭焊等缺陷。因此应根据不同的品种规格在实际中求得与之相适应的佳焊接压力。根据实践经验单位焊接压力一般为20~40MPa。
由于
声测管管坯宽度及厚度可能存在的公差,以及焊接温度和焊接速度的波动,都有可能涉及到焊接挤压力的变化。焊接挤压量一般通过调整挤压辊之间的距离进行控制,也可以用挤压辊前后管筒周差来控制。
3 焊接速度
焊接速度也是焊接工艺主要参数之一,它与加热制度、焊缝变形速度以及相互结晶速度有关。在声测管厂家时,焊接质量随焊接速度的加快而提高。这是因为加热时间的缩短使边缘加热区宽度变窄,缩短了形成金属氧化物的时间,如果焊接速度降低时,不仅加热区变宽,而且熔化区宽度随输入热量的变化而变化,形成内毛刺较大。在低速焊时,输入热量少使焊接困难,若不符合规定值时易产生缺陷。
因此在声测管厂家时,应在机组的机械设备和焊接装置所允许的大速度下,根据不同规格品种选择合适的焊速。
4 开口角
开口角是指挤压辊前管坯两边缘的夹角,开口角的大小与烧化过程的稳定性有关,对焊接质量的影响很大。


声测管检测方法及技术规范
声测管检测方法目前有三个标准,各要求有所不同,请根据工程要求及所属行业参考使用,如有疑问可参考文章尾部的补充说明。
声测管检测方法适用范围:
声测管检测适用于检测桩径大于等于0.6m的桩基桩身完整性,判定桩基桩深缺陷位置、范围、程度。声测管必须沿桩身通长配置,且管内无堵塞。
--建筑基桩检测技术规范JGJ 106-2014
声测管检测适用于检测桩径大于等于0.8m的桩基桩身完整性,判定桩基桩深缺陷位置、范围、程度。声测管必须沿桩身通长配置,且管内无堵塞。
--公路工程基桩动测技术规程JTG/T F81-01-2004
声测管检测适用于检测桩径大于等于2m或桩长大于40m或复杂地址条件下的桩基桩身完整性,判定桩基桩深缺陷位置、范围、程度。声测管必须沿桩身通长配置,且管内无堵塞。

--铁路工程基桩检测技术规程TB 10218-2008
这里3个声测管检测方法标准不同之处是桩径的要求,综合来讲,此桩基检测方法不能检测桩径小于0.6m的桩基桩身。详细可查看潮鑫有关桩基检测的规范文章下载桩基检测规范文件原件。



目前市场需求依旧比较低迷,声测管商家出货情况普遍不太理想,原材料价格下跌降低成本支撑力,商家对后市比较看淡,跌价促销意愿增强。短期内需求难有明显好转,在成交压力之下,价格仍有下跌的趋势。预计下周钢价弱势运行。上周国内钢材市场连续十六周去库存,但因华南、华东等地“入梅”,下游户外工程项目钢材需求减弱;钢材库存下降继续减弱;声测管钢市遭遇季节性淡季,短期需求基本面难有根本性好转。

钢贸商还谈到形成钢材市场无起色、不景气局面的另一个原因是钢铁供应链的资金紧缺,遏制终端和中端需求的释放。资金是钢贸行业的“血液”,而钢贸又是资金密集型的行业,“无钱便无市”,没有资金,买卖不成。

在安徽省铜陵市采购建材真正的厂家货源请认准宝益德钢管(铜陵市分公司),品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:马哲-【18875773904】,地址:运河区浮阳大道10号阳光写字楼312)。