以下是:KD20钢板源头工厂的产品参数
| 产品参数 |
|---|
| 产品价格 | 20/件 |
|---|
| 发货期限 | 电话咨询:15920673333 |
|---|
| 供货总量 | 不限 |
|---|
| 运费说明 | 电话咨询:15920673333 |
|---|
| 质量等级 | A级 |
|---|
| 是否厂家 | 是 |
|---|
| 产品材质 | 模具钢 |
|---|
| 产品品牌 | 天强 |
|---|
| 产品规格 | 齐全 |
|---|
| 发货城市 | 东莞 |
|---|
| 产品产地 | 东莞 |
|---|
| 加工定制 | 是 |
|---|
| 产品型号 | 钨钢 |
|---|
| 可售卖地 | 全国 |
|---|
| 产品重量 | 过磅 |
|---|
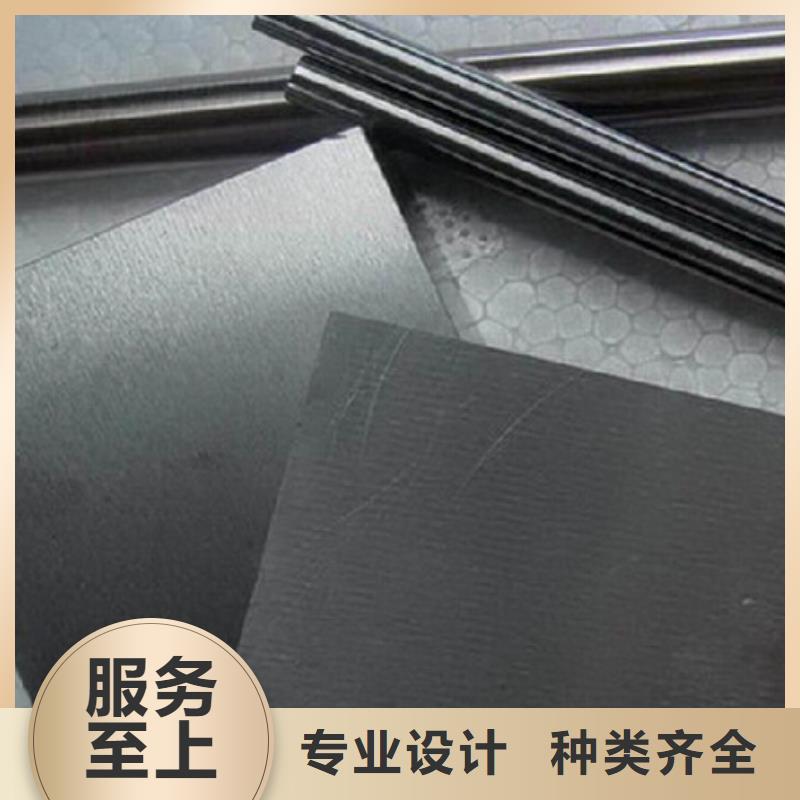
| 产品颜色 | 工业面,黑皮 |
|---|
| 外形尺寸 | 板材,圆钢 |
|---|
| 适用领域 | 机械制造,金属制品 |
|---|
| 是否进口 | 都有 |
|---|
| 质量认证 | |
|---|
| 工作温度 | 耐高温,耐磨 |
|---|
| 销售类型 | 现货 |
|---|
| 加工工艺 | 铸造,开条,平分,拉伸,焊接,热轧 |
|---|
| 仓库 | 储运库 |
|---|
KD20钢板源头工厂,天强特殊钢有限公司(隰县分公司)为您提供KD20钢板源头工厂的资讯,联系人:陈小姐,电话:0769-81760222、15999836789,QQ:2081037065,发货地:广东省东莞市长安镇沙头东大路234号。 山西省,临汾市,隰县 隰县,古称隰州,山西省临汾市辖县,位于山西省西南部、临汾市西北边缘,晋西吕梁山南麓,典型的黄土高原残塬沟壑区,属温带大陆性季风气候,毗邻6个县,总面积1413.22平方千米。截至2021年10月,隰县辖3个镇、4个乡。根据全国第七次人口普查数据显示,截至2020年11月1日零时,常住人口为91394人。
KD20钢板源头工厂的详细视频已经上传,我们的视频将带您领略产品的独特设计、卓越品质以及出色性能,让您对它有更深刻的认识和了解。
以下是:KD20钢板源头工厂的图文介绍

钨钢烧结过程的四个基本阶段:
1、本地脱除成形剂及预烧阶段,在这个阶段烧结体发生如下变化:
成型剂的脱除,烧结初期随着温度的升高,成型剂逐渐分解或汽化,排除出烧结体,与此同时,成型剂或多或少给烧结体增碳,增碳量将随成型剂的种类、本地数量以及烧结工艺的不同而改变。
粉末表面氧化物被还原,在烧结温度下,氢可以还原钴和钨的氧化物,若在真空脱除成型剂和烧结时,碳氧反应还不强烈。粉末颗粒间的接触应力逐渐,粘结金属粉末开始产生回复和再结晶,表面扩散开始发生,压块强度有所提高。


钨钢钨钴合金又称碳化钨-钴硬质合金。按钴含量,可分为高钴(20%~30%)、本地中钴(10%~15%)和低钴(3%~8%)三类。这类金属陶瓷可按通常特种陶瓷配料、本地成型等工艺制造,惟有烧成应根据坯料性质及成品质量采用控制烧结气氛为真空或还原气氛,一般在碳管电炉、本地通氢钼丝电炉、本地高频真空炉内进行。钨钴合金用作刀具可加工铸铁、本地有色金属、本地非金属、本地耐热合金、本地钛合金和不锈钢等,还可作引伸模具、本地耐磨零件、本地冲压模具和钻头等。钨和钴为主要成份的一种合金,多用于矿山开采的钎头制作。硬质合金的抗压强度是表示抵抗压缩负荷的能力。WC-Co合金抗压强度随合金含钴量的增加而下降,随合金中碳化钨相晶粒变细而提高。因此,钴含量较低的细晶粒合金有较高的抗压强度。



经过三年的努力与发展,已具备一定的规模与实力,现天强特殊钢有限公司(隰县分公司)拥有一支精湛的技术团队和完善的生产团队,为您提供从 模具钢厂家研发、生产、销售、售后一体式服务。公司提倡“诚信、团结、敬业、奋斗”的企业精神文化,提供好的 模具钢厂家产品与真诚,好的服务售后服务:我们有专门的售后服务团队,提供售后1年内免费维修服务。



天强特殊钢有限公司专营各种钢材,圆棒,模具钢,钨钢,不锈钢,冷扎板等,量大优惠。钨钢钎焊中常用的保护涂料有以下两种。① 印刷用的黑色油墨和240号粒度的石英粉,按1:2的比例混合均匀,调成糊状,即可使用。② 用Al2O3粉20%,石墨粉80%混合均匀后,再与5%的水和50%的水玻璃(模数为1.2,密度为1.6g/cm)液体调配而成,氧化铝越多,涂层的强度越高。钎焊防范措施:当浸铜钎焊的坩埚升温至450~550℃时开始放入钎料,加热至750~780℃时放入硼砂。在加热过程中,硼砂首先熔化,然后是钎料。当钎料熔化后,硼砂浮在钎料上。硼砂既可以防止钎料氧化,又避免了钎料中的金属挥发,并使焊液温度均匀。钎焊前可以用铁丝钎料的温度是否适中。将铁丝插入铜液中再抽出来,若铁丝上均匀地粘上一层薄铜,表明钎料的温度合适,可以进行焊接;如果铁丝上粘的铜太多太厚,表明钎料温度过低;如果铁丝上粘的铜太少,并且铁丝取出后铜液不断地往下滴,表明钎料的温度过高。浸铜钎焊前工件要先进行预热,预热温度为400~500℃,然后再放入硼砂溶液中进行第二次预热,当温度达到700℃时,即可沉入铜液中浸焊。浸焊的时间随刀具形状和尺寸大小不同而异,按截面小的尺寸计算,每毫米需12s。为了防止工件表面的涂料脱落,在铜液中浸焊时,不能来回摆动工件。浸焊到规定的时间后,应缓缓提起工件,防止焊料因来不及冷凝而流失。焊接好后,应对工件进行保温缓冷,以减小应力。一些基体需要淬硬的工件,可在加热钎焊的同时进行淬火处理。



KD20钢板源头工厂_天强特殊钢有限公司(隰县分公司),固定电话:15999836789,移动电话:0769-81760222,联系人:陈小姐,QQ:2081037065,广东省东莞市长安镇沙头东大路234号 发货到 临汾市隰县。
名片")