

以下是:六角管样式众多的产品参数
产品参数 产品价格 电议 发货期限 电议 供货总量 电议 运费说明 电议 规格 14mm-400mm 材质 238 20# 35# 45# 16mn 40cr 工艺 冷拔 冷拉 表面 完好 产地 山东 六角管样式众多,淳源管业(恩平市分公司)专业从事六角管样式众多,联系人:李广辉,电话:【13156355310】、【15224212226】,发货地:开发区辽河路东首,以下是六角管样式众多的详细页面。 广东省,江门市,恩平市 恩平市,古称“恩州”,广东省辖县级市,由江门市代管,为“五邑”之一,位于江门市西部,全市总面积1698.6平方千米,海岸线长21千米。2021年末,恩平市户籍总人口50.38万人。恩平市是中国侨乡、“中国航空之父”冯如的故里,是广东省批复确定的珠三角西岸现代产业基地和温泉旅游休闲度假胜地。
简约而不简单,我们的六角管样式众多产品视频将用直观的方式展示产品的核心价值。以下是:六角管样式众多的图文介绍
江门恩平淳源管业有限公司是一家以现代化高性能江门恩平--无缝钢管为主导产品,集科、工、贸为一体的大型厂家。可以为不同地区的客户快速生产,发运产品,并凭借多方面的资源优势及地域便利进行多产业发展。
本公司坚持“好工、好料、好产品,利国、利民、利大家”的经营宗旨,秉承“在全球创造财富,为全球贡献财富”的发展理念,为客户提供高性能江门恩平--无缝钢管产品及专业性技术支持,确保所提供江门恩平--无缝钢管产品能够符合并超过客户的期望。
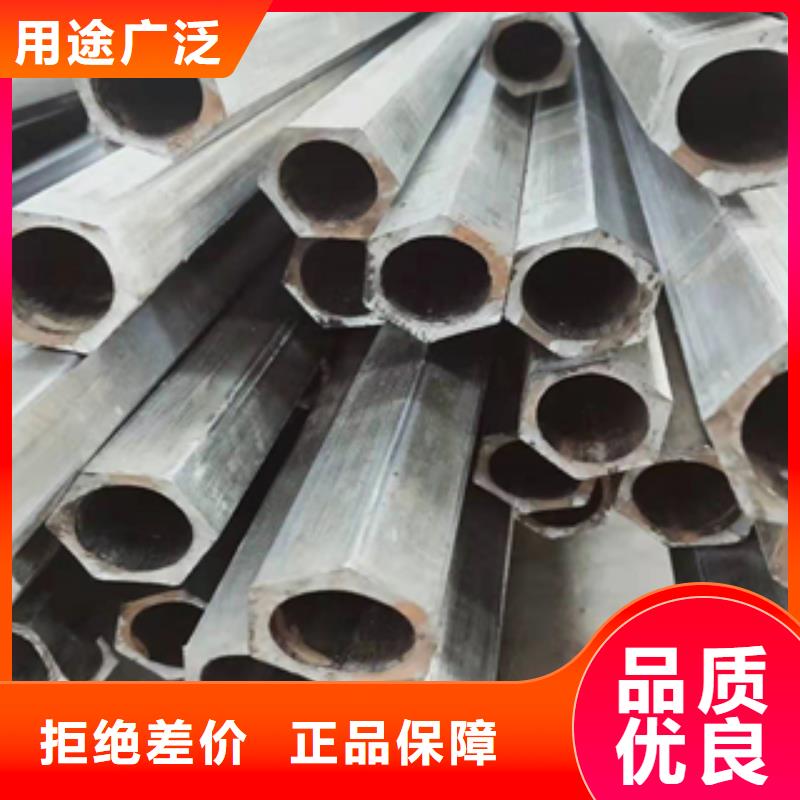
六角无缝钢管用途将管坯送入钢管生产机组,经多道轧辊滚压,带钢逐渐卷起,形成有开口间隙的圆形管坯,调整挤压辊的压下量,使焊缝间隙控制在1~3mm,并使六角管的焊口两端齐平。1.如间隙过大,则造成邻近效应减少,涡流热量不足,焊缝晶间接合不良而产生未熔合或开裂,2.如间隙过小则造成邻近效应增大,焊接热量过大,造成六角管焊缝烧损;或者焊缝经挤压、滚压后形成深坑,影响焊缝表面质量。
冷拔无缝钢管具备了货币学派理论假设的环境和条件处于超过潜在增长率的两位数的高增长时期,并且外汇储备开始快速积累,被动结汇造成货币持续发行,冷拔无缝钢管具备了货币学派理论假设的环境和条件。
在经济恢复稳定增长后,根据信息中心的计算,现阶段中国经济的潜在增长率,也就是所谓全要素增长率,大概在9%~10%。当中国经济增长稳定在9%或者10%的水平上三四个季度以后,就不要再刻意推动经济更高水平的增长,否则价格水平上涨,通胀风险就不可避免。随着经济的稳定增长,价格水平会随之呈上涨态势,特别是在翘尾因素的影响下,价格水平非常容易接近政府过去设置的4%的可控通胀水平,这就很容易强化通胀预期。推动经济更高增长的过程,就将成为不断使通胀预期得到强化的过程。
从1950年代市场是一个货源充足,供需双方是一个充分均衡的情况下实际上是以现货贸易为主。到了60年代日本是资源极度匮乏的,70年代人均消费达到峰值的时候,铁矿石的自给能力严重不足所以向澳大利亚进口。到了70年代欧美的钢材也借鉴日本的经验,开始跟主要的铁矿石厂商开始谈判,同时改签长期合约为短期合约,到80年代铁矿石谈判机制基本稳定,一直延续到2007年,主要是在全球三大铁矿石生产商和亚洲,欧洲的主要钢铁企业之间进行。04年中国的宝钢作为中国的钢企代表进行谈判,谈判的模式就有首发跟进,也就是说两个概念。到了08年现货价格高于长协,矿石企业开始寻找更加灵活的定价方式。2001年季度定价又开始往前走,影响长协90%左右的价格。
六角钢管交货时按理论重量结算,理论重量是什么?
理论重量(theoretical weight):从商品的规格中推算出的重量。件重量乘以件数得出总重量,只要用于某些有固定和统一规格的货物,其形状规则,密度均匀,每一件的重量大致相同,如钢板,马口铁等。 例如:交货时,其产品重量是按钢材公称尺寸计算得出的重量。其计算公式如下(要求按理论重量交货者,需在合同中注明): 钢管每米的理论重量(钢的密度为7.85kg/dm3)计算公式: W=0.02466(D-S)S 式中:W--钢管每米理论重量,kg/m; D--钢管的公称外径,mm; S--钢管的公称壁厚,mm。
我公司的产品吸收了国内外同类产品的优点,六角管,椭圆管,锥形管具有内壁光滑、耐铁水、钢水、冲刷性好、可锯性佳等特点,直管、弯管、三通之间可用胶带任意连接,操作简便,使用方便;它的使用,使造型工艺简化,省去了浇口内刷涂料的工作难度,而且对改善浇铸系统设计布置。主要应用于建筑装饰(如栏杆、扶手,卫生洁具,健身器材,家具家私,汽车扶手,帐篷、散热器、摩托车自行车配件,学生课桌椅及机械配件等)。解决了市场上六角管的产品单一,规格不全及镀锌的烦恼。还可根据用户的需要定做各种规格的六角管。
山东六角钢管厂对Φ100穿孔机组,穿孔、二次穿孔(延伸)、冷拔和均整4个拔制过程的荒管实测壁厚数据进行了傅立叶变换,得出了壁厚不均的定量分析及其形成原因,并以此为基础提出了改善钢管壁厚不均的途径:
①二次穿孔(延伸)后荒管上的螺旋形壁厚不均的分布特征一直保留到成品管,因此改善二次穿孔(延伸)是改善成品管壁厚精度的关键环节,主要措施是改进工具设计,提高顶杆和顶头在旋转过程中与拔制线的同心度。
②改善穿孔后毛管的壁厚不均是重要环节,主要措施是提高管坯的加热均匀性,提高定心孔的精度,加长顶头均整带的长度和反锥的长度,提高顶杆与顶头在旋转过程中与拔制线的同心度。
③拔管时虽会产生严重的对称性壁厚不均,但对减轻螺旋形的壁厚不均有一定的作用。因此,拔管时应拔制两道,道次之间应将荒管翻转90°。
④均整过程能基本上对称性壁厚不均,但对螺旋形壁厚不均的作用甚小,因此,应提高均整机的能力。
⑤李广辉变换是研究斜拔过程壁厚不均的有效手段,这一方法也可用于其他钢管生产机组管体壁厚不均的研究。
选购六角管样式众多来江门市恩平市找淳源管业(恩平市分公司),我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:李广辉-【15224212226】,地址:[开发区辽河路东首]。








